In recent years, society’s attention has been increasingly drawn to solving two inextricably linked problems — preventing the depletion of natural resources and protecting the environment from pollution.
The rapid consumption of natural fuel reserves and the limited construction of hydroelectric and nuclear power plants have aroused interest in the use of renewable energy sources, including the huge masses of organic waste generated in the agricultural, industrial, and municipal utility sectors. In this regard, the use of methods for biological conversion of organic waste with production of biogas and high-quality organic fertilizers while simultaneously addressing a number of issues related to environmental protection from pollution holds much promise.
Anaerobic processing of organic waste is carried out in special bioreactors — digestion tanks while the organic matter load on a reactor does not exceed 3–5 kg of organic matter (ОM)/ m3 of the reactor per day which leads to an increase in the volume of the reactor and, subsequently, to a rise in its cost; therefore, developing the methods for intensification of anaerobic bioconversion of organic waste is a relevant task.
The focus areas of intensification of anaerobic processing of organic waste for biogas production are as follows:
- Dividing the processing workflow into two or more stages with the optimal conditions for life-sustaining activity of microbial community ensured at each stage.
- Application of biological and physicochemical methods for preliminary processing of organic waste (anaerobic or aerobic hydrolysis, cavitation processing, mechanical grinding, thermal hydrolysis, ultrasonic processing, alkaline or acid hydrolysis, enzyme supplementation).
- Combining the processes of biological and thermochemical gasification of organic waste and intermediate products of their recycling using the benefits of each process.
- Applying the heat recovery and cogeneration to increase the energy efficiency of anaerobic treatment process.
- Adding high-energy co-substrates (slaughterhouse waste, off-spec food raw materials and food supplies, etc.) to processed waste.
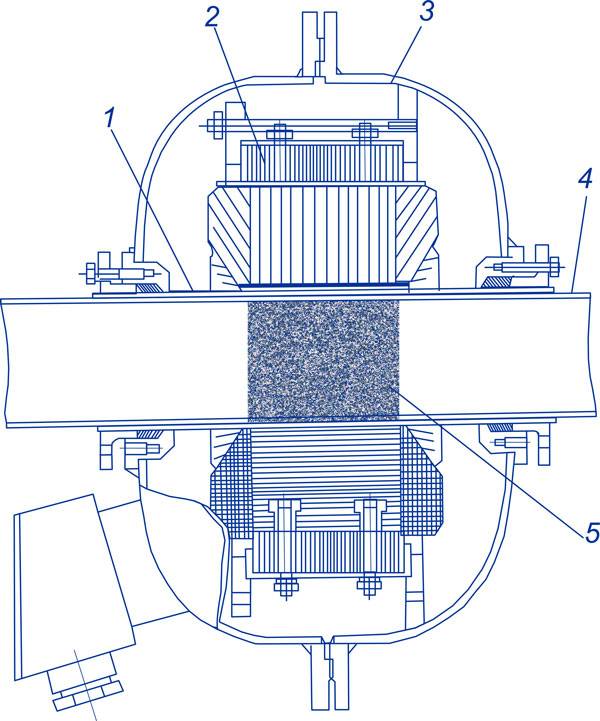
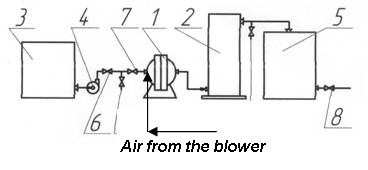
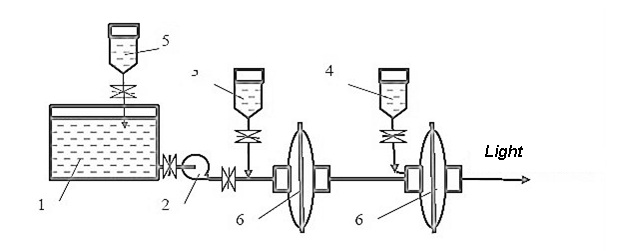
In order to study the preliminary processing of organic waste from livestock farming, an experimental unit was created in the laboratory; the process flow diagram thereof is shown in the figure.
The unit operates as follows: the organic waste is fed into the receiving tank (the wastewater sludge and the imitated organic fraction of solid municipal waste); the pump circulates the mixture through two reactors.
The steel needles (abradable working member) are located in the reactors and perform rotational and oscillatory motions under the influence of a magnetic field created by the inductor (the electric motor stator).
The magnetic field rotates at an increased frequency (100–120 Hz) due to the use of a rotation frequency converter mounted in the control cabinet (1).
А liquid-cooling system consisting of a jacket, a radiator, a fan, and a coolant circulation pump is used to cool the inductors.
With this kind of processing, the following positive effects are achieved:
- Pulverization that allows improving the rheological properties of substrate, carrying out the partial hydrolysis of complex organic compounds, improving the availability of nutrients for microorganisms, and heating the substrate.
- Penetration of ferromagnetic particles of the abradable working member (steel needles) into the substrate which makes it possible to shorten the bioreactor start-up period, to increase the formation speed and final yield of methane, to ensure a more complete decomposition of the substrate and a decrease in the required volume of the bioreactor, to increase the adaptive ability of microbial community to unfavorable conditions (for example, excessive accumulation of volatile fatty acids (VFA) or H2, reduced pH).








































 GlobeCore offers a solution: installation of
GlobeCore offers a solution: installation of