Gold is used in several fields:
- as part of national reserves;
- in medicine (dentistry, pharmaceuticals and cosmetology). In this case gold is used in implants, medicines and cosmetics. The amount of gold used in this field is relatively small and remains below 2% of the total demand;
- electronics (information technologies and telecommunications). In this field gold is used as a superconductor, in electroplating, as a connector in integrated boards, in wiring and cables. This field consumes about 8% of total gold demand;
- chemical industry (as a catalyst);
- construction industry (gold plating, decorations);
- jewelry. This field consumes up to 87% of the total world production of gold.
The costs of gold production has been rising in recent decades. In 2014, the cost of producing one troy ounce of gold was 1200 dollars. This tendency is due to the reduction of the large deposits and mines. The number of new deposits discovered remains the same. The mean content of the metal in ore decreased from 1.5 to 0.8 g/ton, which makes it necessary for the producers to research ways to increase ore processing efficiency.
Using the vortex layer devices in gold ore processing
Extraction of gold and silver from the ore where the metals are rather thinly distributed in arsenic pyrite and pyrite requires decomposition of sulfides (roasting, bacterial leaching or pressure reduction).
To reduce the amount of material for roasting and increase the concentration of gold (in most cases gold is associated with arsenic pyrite), the concentrate is separated by flotation into arsenic and pyritic fractions.
All methods of concentrate separation are based on different oxidability of arsenic pyrite and pyrite surfaces under the influence of oxidation agents (pyrolusite, potassium permanganate, lime etc). However, all chemical separation methods have the following limitations: the process is very sensitive to slight changes of conditions; the collection and removal of the collecting agent from the concentrate requires multiple washes and involves partial loss of the solid matter with drains, as well as the need to constantly add new agent and extra measures to neutralize the waste stream to minimize the environmental impact.
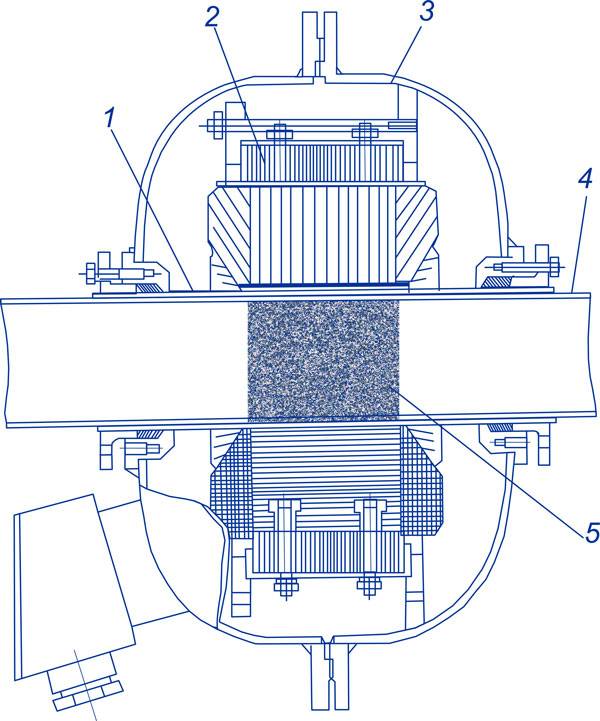
The processes of dispersion and surface activation of the processed materials can be enhanced with the vortex layer devices (AVS). The processed material (dry or pulp) is intensively mixed by ferromagnetic particles, under the influence of electromagnetic fields, induced currents and discharges, acoustic shock waves and heat.
For experimental purposes, an airtight non-magnetic steel container was placed into the operating chamber. The subject of the experiment was flotation concentrate of the following composition: 89 g/t Au; 15 g/t As; 20,32 g/t S; 1,43 g/t FeO; 32,11 g/t Fe2O3; 8,1 g/t Al2O3; 23,8 g/t SiO2; 1,43 g/t TiO2.
Multiple experiments to separate the bulk concentrate without prior processing in the AVS yielded no positive results. In the best case scenario, flotation in basic medium using lime and copper sulfide reduces arsenic content in the pyrite product from 12-13% to 5%.
 Subsequently, flotation separation was performed after pre-treatment of the concentrate in the AVS. A 200 gram concentrate sample (solid to liquid phase ratio 1:1) was processed at рН=7.8 for a certain amount of time (container diameter 100 mm). The weight of ferromagnetic particles was 30 grams, the ratio of length to diameter was 8.3. Immediately after treatment, the concentrate was transported into a 1-liter flotation machine and was subjected to flotation with butyl xanthate (50 g/t).
Subsequently, flotation separation was performed after pre-treatment of the concentrate in the AVS. A 200 gram concentrate sample (solid to liquid phase ratio 1:1) was processed at рН=7.8 for a certain amount of time (container diameter 100 mm). The weight of ferromagnetic particles was 30 grams, the ratio of length to diameter was 8.3. Immediately after treatment, the concentrate was transported into a 1-liter flotation machine and was subjected to flotation with butyl xanthate (50 g/t).
The data received show that the content of arsenic in pyrite product is reduced from 16 to 4% with 10-11 minute treatment. Approximately 89-90% of As and 90-91% of Au was extracted into arsenic concentrate with a yield of approximately 62% (As and Au content was 23-24% and 125-130 g/t).
An important factor defining the efficiency of the vortex layer processing of various materials is the amount of processed material per weight of the ferromagnetic particles.
Research shows that in a closed system the optimal ratio of concentrate mass to the mass of the particles is 8 to 12. Pretreatment of the concentrate at the ratio of 10 and subsequent flotation ensure production of arsenic concentrate with arsenic content of 2.4% with extraction of arsenic to pyrite concentrate 5-5,5%.
During the pre-treatment of the concentrate in the AVS, the surface of the minerals, covered with a xanthate film, is influenced by a number of factors, such as induced currents, electric discharges, local pressures, heat, abrasion etc, which causes the collecting agent to desorb from the minerals and partially decompose.
At the same time, after the process the pulp contains part of the collecting agent, which can again be adsorbed by the mineral surface and reduce the efficiency of the subsequent selective flotation. Adding activated charcoal (up to 1 kg/t) to the AVS process improves these parameters.
The resulting pyrite concentrate contains 1,7-1,8% As, which makes it possible to process it at copper mills. Arsenic concentrate contains 26-27% As, 130 g/t Au if 95-95,5% and 92-93% respectively are extracted into it.
Apparently, a brief pretreatment process of gold, arsenic and pyrite concentrates in the vortex layer device significantly improves the results of the following selective flotation and ensures a higher gold concentration of gold in the arsenic concentrate.