
A daily sediment of kaolin suspension prepared in the AVS in 5 minutes is only 5%, whereas a similar suspension, prepared in a ball mill in a four hour process, separates completely. A suspension of carbon black does not separate after a one minute processing in the AVS. At the same time, a similar suspension prepared in a ball mill in a 72 hour process, is unstable and separates completely in 24 hours.
Production of rubber with improved quality parameters, such as tensile strength, relative elongation, elasticity etc requires a new approach: modern equipment. Activation of surface particles of various resin or latex product fillers usually occurs in ball or vibration mills. Processing of the material using these devices is difficult and relatively inefficient. A more efficient approach is the chemical activation of fillers.
Modification of fillers increases the durability of vulcanizing agents, due to the formation of modifier adsorption layer, promoting formation of adsorption and chemical bonds between the molecules of the filler and resin.
We suggest replacing these mills with the AVS-100 vortex layer device. Unlike its predecessors, the AVS is not a source of dust. The units are completely air tight and feature closed processing process.
Research shows that activation of kaolin in a vortex device (table 1) allows to increase the durability of vulcanizing agents based in SKS-30 ARKP resin up to 84.3% with the other properties unchanged. Processing of kaolin in ball mills, on the other hand, does not lead to significant change of the vulcanizing agent qualities.
Table 2 shows the results of research into the changing durability of cured stock based on SKS-30 ARKP rubber filled by TM-15 carbon black, activated by the AVS.
Table 1
Tensile strength of rubber produced from SKS-30 ARKP, filled with activated kaolin (σr×10–5Pa*))
|
Duration of vulcanization at 143ºС, minutes |
Duration of kaolin activation in AVS-100 minutes |
Duration of kaolin activation in ball mill, minutes |
||||||
|
0 |
1 | 2 | 3 | 4 | 30 | 60 |
120 |
|
|
20 |
2,9 |
39,3 | 3,9 | — | — | — | — |
— |
|
30 |
9,81 |
22,6 | 24,5 | 73,6 | 6,57 | 9,8 | 45,1 |
43,2 |
|
40 |
21,6 |
32,4 | 41,2 | 92,2 | 86,3 | 21,6 | 65,7 |
64,7 |
|
60 |
62,8 | 58,9 | 57,9 | 116,0 | 105,0 | 63,8 | 47,1 |
51,0 |
|
80 |
55,0 | 50,0 | 76,6 | 92,2 | 55,0 | 29,4 | 29,4 |
55,0 |

Texas Tornado Vortex Layer Device AVS-150.
Read more>>>
Preparation of latex ingredient dispersion
In the process of latex product manufacturing, a large fraction of the costs is allocated to preparation of dispersed ingredients, mixed into the latex in porous product manufacturing, dispersions of vulcanizing agents, kaolin, carbon black etc. Most of the facilities prepare the dispersions in ball or vibration mills, with processing duration exceeding 70 hours.
Currently, devices for suspension preparation in latex process have been implemented in several facilities. The processing rate of such a device is 1 cubic meter per hour (see Figure 1). The device replaces 8 vibration mills of 400 liters volume each, run the process continuously and improve the quality of the products.
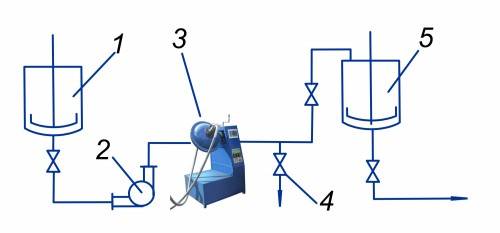
Figure 1. Suspension preparation unit based on AVS
1 – pre-mixing vessel; 2 – pump; 3 – AVS; 4 – sample valve; 5 – prepared emulsion collection tank.
Table 2
Tensile strength of rubber made from SKS-30 ARKP resin filled with activated carbon black (σr×10–5Pa)
|
Duration of vulcanization at 143ºС, minutes |
Duration of carbon black activation in AVS-100, minutes |
||||
|
0 |
1 | 3 | 5 |
10 |
|
|
10 |
98,1 | 119,0 | 104,0 | 120,0 |
129,3 |
|
20 |
93,2 | 98,1 | 105,0 | 98,1 |
52,0 |
|
40 |
96,2 | 80,5 | 96,2 | 108,0 |
98,1 |
|
60 |
104,0 | 121,5 | 110,0 | 128,5 |
100,0 |
Similar to previous research, the influence of the ferromagnetic particle vortex layer on chalk as cured stock filler has also been studied. Processing of chalk in volrtex layer for 10 minutes improves the durability by up to 51.5% (Table 3), while processing in a ball mill has no noticeable effect on cured stock durability.
Table 3
|
Vulcanization duration 143ºС, minutes |
Duration of chalk activation in AVS-100, minutes. |
Duration of chalk activation in ball mill, minutes |
||||||||
|
0 |
1 | 2 | 3 | 5 | 10 | 20 | 30 | 60 |
120 |
|
|
30 |
— | 34,3 | 26,5 | 29,4 | 30,4 | 25,5 | 25,5 | — | — |
— |
|
40 |
32,4 | 33,3 | 30,4 | 32,4 | 43,2 | 49,0 | 36,6 | 33,3 | 33,3 |
40,2 |
|
60 |
35,3 | 22,6 | 29,4 | 29,4 | 29,4 | 44,1 | 29,4 | 25,3 | 32,4 |
38,3 |
|
80 |
27,5 | 27,5 | 22,6 | 30,4 | 34,3 | 36,3 | 35,3 | 24,5 | 28,5 |
30,4 |
Processing of chalk in the vortex layer for 10 minutes improves the durability up to 51,5% (Table 3), while processing with the ball mill has no noticeable effect.
Vortex layer devices can also be used to prepare water suspensions of sulfur, zinc oxide, carbon black and other substances mixed into latex. Table 8 shows data in producing these suspensions in AVS and in ball mills.
|
Ingredient |
Suspension concentration, % | AVS | Ball mill | ||||
| Duration of preparation, minutes | Particle size, micron | Sediment in 24 hours, % | Duration of preparation, minutes | Particle size, micron |
Sediment in 24 hours, % |
||
|
zinc oxide |
70 |
10 | 0,7-0,8 | 60 | 24 | 1-5 | 100 |
|
Sulphur |
70 |
10 | 0,7-2 | 70 | 72 | 2-3 | 100 |
| kaolin | 30 | 5 | 0,5-0,8 | 5 | 4 | 1-10 |
100 |
| charcoal black
DG-100 |
15 | 1 | 1-3 | 0 | 8 | 8-10 |
100 |
The table shows that the maximum size of solid phase particles in the suspensions made in the AVS is usually below 1 – 3 micron, most being in the range from 0.1 to 1 micron.
The separation stability of all those suspensions is improved. The sediment, deposited in 24% from kaolin suspension prepared in the AVS in 5 minutes is only 5%, while a similar suspension prepared in the ball mill in a four hour process separates completely. A carbon black suspensions does not separate after 1 minute of processing in the AVS. At the same time, a similar suspensions, processed for 72 hours in a ball mill, is unstable and separates completely in 24 hours.
As the data shows, application of AVS in latex process is quite efficient compared to the previously used equipment.
Vortex layer devices can also be used to prepare water suspensions of sulfur, zinc oxide, carbon black and other substances mixed into latex. Table 8 shows data in producing these suspensions in AVS and in ball mills.
| Ingredient | Suspension concentration, % | AVS | Ball mill | ||||
| Duration of preparation, minutes | Particle size, micron | Sediment in 24 hours, % | Duration of preparation, minutes | Particle size, micron | Sediment in 24 hours, % | ||
| zinc oxide | 70 | 10 | 0,7-0,8 | 60 | 24 | 1-5 | 100 |
| Sulphur | 70 | 10 | 0,7-2 | 70 | 72 | 2-3 | 100 |
| kaolin | 30 | 5 | 0,5-0,8 | 5 | 4 | 1-10 | 100 |
| charcoal black
DG-100 |
15 | 1 | 1-3 | 0 | 8 | 8-10 | 100 |
The table shows that the maximum size of solid phase particles in the suspensions made in the AVS is usually below 1 – 3 micron, most being in the range from 0.1 to 1 micron.
The separation stability of all those suspensions is improved. The sediment, deposited in 24% from kaolin suspension prepared in the AVS in 5 minutes is only 5%, while a similar suspension prepared in the ball mill in a four hour process separates completely.
The maximum size of solid phase particles in the suspensions made in the AVS is usually below 1 – 3 micron, most being in the range from 0.1 to 1 micron.
A carbon black suspensions does not separate after 1 minute of processing in the AVS. At the same time, a similar suspensions, processed for 72 hours in a ball mill, is unstable and separates completely in 24 hours.
As the data shows, application of AVS in latex process is quite efficient compared to the previously used equipment.
.inbound-button-submit{ font-size:16px; }
Application of the AVS for preparation of suspensions in latex process significantly accelerate it and improves product quality. Table 4 shows data on degree of dispersion of the solid phase of the suspension with various durations of treatment in vortex layer.
Table 4
Degree of dispersion of suspension solid phase with various duration of processing in the vortex layer
|
Particle size, micron |
Content of general dispersion solid phase particles, %, processed in the AVS for the amount of seconds |
|||
|
10 |
20 | 20 |
40 |
|
|
3 |
20 | 10 | — |
— |
|
2,3 |
40 | 25 | 20 |
— |
|
1,9 |
10 | 25 | 40 |
— |
|
1,1 |
10 | 20 | 10 |
25 |
|
0,76 |
20 | 20 | 30 |
75 |
AVS is no less efficient in production of sodium silicofluoride suspension, which is used in production of latex sponge as a gelling agent. Usually, a 27% suspension of sodium silicofluoride, prepared in ball mills in a 48 hours process is used. Comparative data on stability and particle size of this dispersion, prepared by various different methods, is shown in Table 5.
Table 5
Comparative data on sodium silicafluoride suspension stability, prepared in AVS and ball mill
|
Suspension preparation time |
Maximum size, micron |
Daily sediment, % |
|
|
AVS, seconds |
Ball mill, hours |
||
|
10 |
— | 3 |
35 |
|
20 |
— | 2 |
34 |
|
30 |
— | 1 |
27 |
|
60 |
— | 1 |
26 |
|
— |
48 | 5 |
100 |
The table shows that the highly dispersed and stable suspension of sodium fluoride was made in the AVS, with preparation duration reduced more than 1700 times.
Practical application of the AVS reduces the footprint of dispersion preparation facilities.
When suspensions prepared in the AVS are mixed into the latex, the physical quality of latex products is significantly improved. E.g., when adding a general dispersion of vulcanizing agents, prepared in the AVS continuously, into a latex mixture based on natural and synthetic rubber, the mechanical properties of the latex sponge is improved.
Highly dispersed and stable suspension of sodium fluoride was made in the AVS, with preparation duration reduced more than 1700 times.
Table 6 contains comparative data on physical and mechanical properties of latex sponge using general dispersion of vulcanizing agents, prepared by various methods.
As the data in the table shows, the tensile strength of the latex sponge with AVS-made general dispersion, is increased by 20% on average, specific weight decreased by 20%, permanent deformation after multiple compressions is reduced by 10-20 times with some reduction in durability and increase of relative elongation, which offers a possibility to produce high quality products. Besides, introduction of a general dispersion of vulcanizing agents made in the AVS reduces vulcanization time and improves product quality. Comparative data on physical and mechanical properties of latex film made by ionic deposition method from natural latex filled with general dispersion is presented in Table 6.
Table 6
Comparative data on physical and mechanical properties of latex sponge made with vulcanizing agents prepared in AVS and in ball mill
|
Method of preparing the dispersion of vulcanizing agents |
Physical and mechanical properties of latex sponge |
|||||
| Specific weight, g/cm3 |
Hardness
НВ·10-5, Pa |
Tensile strength
σr·10-5, Pa |
Relative elongation, % |
Elasticity, % |
Permanent deformation after multiple compressions, % | |
| AVS |
0,099 |
0,097 | 0,400 | 176 | 90 | 1,2 |
| 0,101 | 0,091 | 0,401 | 180 | 90 |
0,9 |
|
|
0,101 |
0,098 | 0,407 | 180 | 98 | 1,2 | |
| 0,101 | 0,098 | 0,407 | 180 | 98 |
1,2 |
|
| Ball mill |
0,102 |
0,198 | 0,338 | 137 | 88 | 19 |
| 0,119 | 0,173 | 0,322 | 133 | 89 |
28 |
|
|
0,106 |
0,154 | 0,326 | 108 | 91 | 25 | |
| 0,126 | 0,204 | 0,334 | 126 | 91 |
15 |
|
Table 7
Comparative data on physical and mechanical properties of latex film depending on the method of vulcanizing agent dispersion preparation *
|
Film vulcanization duration at 143º С, minutes |
AVS | Ball mill | ||
| Relative elongation, % |
Tensile strength
σr·10-5, Pa |
Relative elongation, % |
Tensile strength σr·10-5, Pa |
|
|
5 |
824 | 32,4 | 563 | 22,6 |
| 10 | 790 | 33,4 | 565 |
19,6 |
|
15 |
780 | 33,4 | 786 | 27,5 |
| 20 | 765 | 34,3 | 820 |
33,4 |
|
25 |
858 | 34,3 | 500 | 16,7 |
| 30 | 863 | 35,3 | 487 |
11,8 |
* Permanent elongation in both cases was 8%
The table shows that the films with dispersion made in the AVS are stronger (by 40-50%) compared to the film with general dispersion made in the ball mill in a 24 hour process.